The process of intense heat treatment of aluminum alloy in thin-walled deep cavity parts is prone to severe cracking and deformation, which is a difficult problem for heat treatment workers. PAG (polyalkylene glycols, a copolymer of ethylene oxide and propylene oxide) water-soluble quenching medium is a new heat treatment method to improve the processing accuracy and reliability of parts. 2A12 aluminum alloy thin-walled deep cavity parts use aqueous medium for solution aging treatment, the residual stress is too large, and the problem of distortion of parts is always the bottleneck restricting production and processing. By using PAG quenching medium for thin-wall deep cavity parts aluminum alloy After the solution treatment, the residual stress is effectively reduced, which avoids the tendency of cracking after solid solution, and ensures the technical requirements such as hardness, so that the product qualification rate is 100%, and the service life of the precision parts is prolonged.
1. Technical requirements
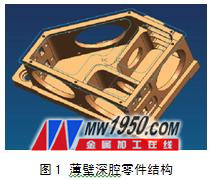
The structure of the thin-walled deep cavity part is shown in Figure 1. The raw material is 2A12H112, and the final use state is 2A12T4.
From the performance point of view, the 2A12H112 alloy thin-walled deep cavity parts have little effect on the residual stress, microstructure, conventional mechanical properties and dimensional stability of the parts after solid solution treatment with PAG quenching medium, which improves the dimensional processing stability of the parts and meets the performance. Claim.
2. Original heat treatment process
Both process methods have not met the technical requirements.
The first one adopts the conventional water quenching method, and the process curve is as shown in Fig. 2, and the water temperature is generally adjusted to 30 to 50 °C.
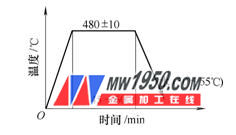
Figure 2 Solution treatment process curve
The second method adopts the adjustment water temperature quenching process, and the heating and heat preservation process is the same as that of Fig. 2 except that the water temperature is adjusted to 50 to 55 °C.
As shown in Fig. 3, from the results of the microstructure, after the water quenching, the metallographic structure of the thin-walled deep cavity component is the α phase of the substrate and the strengthening phase S' phase precipitated in the dispersed state.

Figure 3 Microstructure after water quenching
From the results of finite element analysis of residual stress, after water quenching, the residual stress value of most parts of thin-walled deep cavity parts is above 100MPa, and the root area even reaches 147MPa (see Figure 4). The unidirectional stress reaches this value for 2A12 aluminum. Alloys are more dangerous.
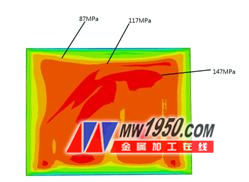
Figure 4 Residual stress distribution after water quenching
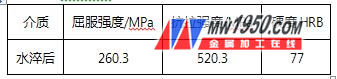
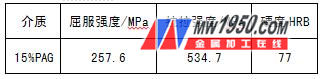
From the results of conventional mechanical properties, after water quenching, the yield strength, tensile strength and hardness of thin-walled deep cavity parts can meet the requirements of GB/T3191-1998 not less than 255MPa, 420MPa and GJB1694-1993 requirements of not less than 68HRB. (See Table 1).
Table 1 Measurement results of mechanical properties of thin-walled deep cavity parts after water quenching
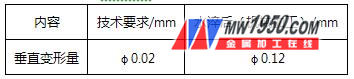
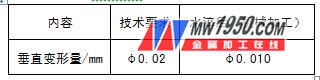
From the aspect of dimensional deformation, after water quenching, the vertical deformation of thin-walled deep cavity parts is ≥0.10mm (see Table 2).
Table 2 Measurement results of dimensional deformation of thin-walled deep cavity parts after water quenching
3. Cause analysis and improvement measures
(1) Cause analysis The reasons for the above test results are as follows: 1 The conventional water quenching method is prone to quenching distortion and cracking because the quenching and cooling characteristics of water are related to the water temperature, and the cooling rate decreases as the water temperature increases. The water at normal temperature has a large cooling capacity, and the cooling is too fast. The maximum cooling rate can reach 750 ° C / s or more, which causes a large residual tensile stress inside the thin-walled deep cavity parts during quenching. 2 Adjusting the water temperature quenching process is prone to quenching distortion and cracking. Although the quenching cooling rate is obtained for the thin-walled deep cavity parts by adjusting the water temperature, the surface compressive stress and the internal tensile stress are inconsistent during quenching, resulting in distortion. And cracks. Continue to increase the water temperature can reduce stress, reduce distortion and crack, but the water temperature is too high, which will lead to the hardness of the parts after quenching, which will affect the performance of the workpiece.
(2) Improvement measures Water is the most commonly used quenching and cooling medium for aluminum alloys. Due to the large cooling capacity and rapid cooling, it is impossible to control the cooling rate of the medium, and the problem of large quenching stress, distortion and cracking of the aluminum alloy cannot be solved. Therefore, for the quenching parts of aluminum alloy, a new quenching cooling medium is needed to reduce the residual stress after quenching, avoid quenching distortion and crack, reduce the cooling rate, and reduce the quenching comprehensive stress caused by the inconsistent surface compressive stress and internal tensile stress during quenching. In order to meet the optimum dimensional processing stability and performance of the workpiece.
Through the process test, it is found that after the water-soluble medium is replaced by the water-soluble quenching cooling medium of PAG, the hardness of the workpiece is high and uniform after quenching, and the quenching deformation is small, and the quenching cracking phenomenon can be effectively prevented.
Since the PAG quenching cooling medium has reverse solubility, that is, it is soluble in water at room temperature, but when the temperature is raised, PAG is precipitated from the water. This phenomenon provides a cooling mechanism during quenching, that is, when the hot metal is quenched, the metal surface is covered with a polymer film to control the rate at which heat is absorbed into the surrounding aqueous solution. Therefore, the cooling ability between water and oil can be obtained.
In the actual production, the thin-walled deep cavity parts adopt PAG as the quenching cooling medium for the solution treatment process, and the process curve is shown in Fig. 5.
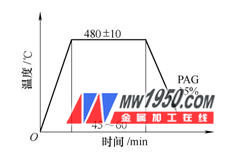
Figure 5 PAG solution treatment process curve
From the results of the microstructure (see Figure 6), the microstructure of the PAG after quenching is basically the same as that after water quenching. The metallographic structure of the thin-walled deep cavity parts is still the α phase of the substrate and the strengthening phase S' precipitated in the dispersed state. phase.
From the results of finite element analysis of residual stress, after PAG quenching, the residual stress value of most parts of thin-walled deep cavity parts is below 70MPa, and only a few areas have residual stress values ​​between 70-96MPa (see Figure 7). Therefore, the quench residual stress can be more effectively controlled.
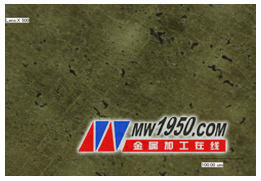
Figure 6 Microstructure after PAG quenching
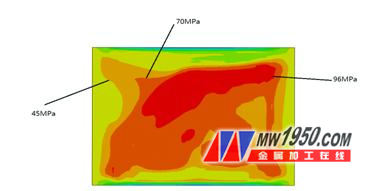
Figure 7 Residual stress distribution after PAG quenching
From the results of conventional mechanical properties, after PAG quenching, the yield strength, tensile strength and hardness of thin-walled deep cavity parts can guarantee the strength of the workpiece. It is far beyond the requirements of GB/T3191-1998 not less than 255MPa, 420MPa and GJB1694-1993 not less than 68HRB (see Table 3).
Table 3 Measurement results of mechanical properties of thin-walled deep cavity parts after PAG quenching
From the aspect of dimensional deformation, after the PAG is quenched, the vertical deformation of the thin-walled deep cavity parts is ≤ 0.02 mm (see Table 4).
Table 4 Measurement results of dimensional deformation of thin-walled deep cavity parts after PAG quenching
4. Conclusion
The residual stress of the thin-walled deep cavity parts after solution treatment with PAG medium is small, the residual stress value is 10~40MPa; the dimensional deformation after solution treatment by PAG medium is smaller than that of the aqueous medium; the solution treatment by PAG medium can be used The surface is slowed down with the cooling rate of the core, and the temperature gradient is reduced, thereby reducing the residual stress value.
In summary, the use of PAG media for quenching of thin-walled deep cavity parts can control residual stress, improve dimensional processing stability, and meet design performance requirements.
TS HARDWARE proudly offers a wide variety of stainless steel bolts in several sizes and styles such as hex head, socket style, carriage, and lag bolts. Most of our inventory is available in both type 18-8 and 316 stainless steel bolts. Type 18-8 are standard grade, while 316 is a superior type often referred to as marine-grade steel. It`s known for its durability against harsh conditions that cause rust or corrosion. While 18-8 and 316 stainless steel bolts have a similar strength composition, restaurants, hospitals, and water treatment facilities are best served by marine-grade products. Checkout our unique collection below, and contact us with any questions or concerns. Our highly-trained staff can help you! Can`t find what you`re looking for? Check out our stainless steel screws for more options.
Stainless Steel Bolt,Stainless Steel Eye Bolts,Stainless Steel U Bolts,Stainless Steel Nuts And Bolts
Taizhou TS HARDWARE Co., Ltd , https://www.shuwengroup.com