3. Selection of welding methods
CO 2 gas shielded welding has a low heat input, which can reduce the width of the heat affected zone of the weld; at the same time, it has low hydrogen characteristics, and the heat is concentrated, which is beneficial to reduce cold cracks generated during welding; and facilitates double-sided forming of single-sided welding. Unrestricted position and easy operation. However, in the case of large welding volume, the efficiency advantage is not obvious and can be used for welding of the underlying weld.
Because of the high welding speed and deposition rate, submerged arc welding can complete welding with large thickness and large welding amount. Since the flux has the function of protecting the arc and the molten pool, the external environment influence can be avoided, the molten pool is slowly solidified, and the metallurgical reaction in the molten pool is sufficiently performed, which is advantageous for preventing the occurrence of welding defects such as pores, slag inclusions and cracks. At the same time, the flux is deoxidized and reduced to the molten pool metal and the alloy is infiltrated, so that high-quality weld metal with excellent mechanical properties and high compactness can be obtained. In the general welding method, the welding quality is good and stable, suitable for welding long straight seams with a thickness of 5 mm or more, and can be used for the welding of the cover layer.
4. Welding operation analysis When CO 2 gas shielded welding is used, if the angle of the welding torch and the process parameters are not properly selected, the root of the weld is prone to defects such as slag inclusion, unmelted and incomplete penetration. When the submerged arc welding cover is used, improper selection of the arcing point may cause defects such as incomplete penetration of the weld.
Second, the welding process implementation
1. Welding method
(1) Using CO 2 gas shielded welding, submerged arc welding cover.
(2) Welding equipment Includes KR-350 CO 2 welder, MZ-1250 submerged arc welding machine and NBC-800 carbon arc gouging welder.
2. Selection of welding materials
The 1.2mm ER50-6 welding wire is selected, and the chemical composition is shown in Table 3.

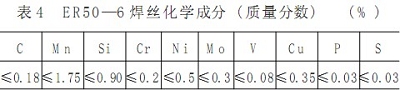
The chemical composition of the 3.2mm ER50-6 wire is shown in Table 4.
3. Groove form
The groove form is shown in Figure 1.

Previous Next
Flexible Magnet,Flexible Rubber Magnet,Flexible Neodymium Magnet
U Polemag Electronics & Technology Co., Ltd. , http://www.xm-magnet.com