6 Automatic line reliability and utilization continue to improve and improve
The economics of automatic lines are only possible if they are continuously produced. In order to improve the reliability, utilization rate and processing quality of the automatic wire processing, more and more process monitoring is being used on the automatic line, and the functions, processing processes and workpiece processing quality of each component device are monitored for quick identification. Faults, rapid fault diagnosis and early forecasting of machining deviations allow operators and maintenance personnel to intervene in a timely manner to reduce equipment commissioning cycles, reduce equipment downtime and avoid machining quality deviations.
Obviously, improving the utilization of automatic lines and the quality of workpiece processing are the main purposes of production control and monitoring.
From the current content of automatic line production control and monitoring, the production control and monitoring system is basically composed of quality monitoring system, automatic line operation control and monitoring system and tool monitoring system.
In recent years, quality control has increasingly become an important part of modern automatic line production monitoring. This is mainly due to the continuous improvement of engine quality in the automotive industry. Each automobile manufacturer generally requires that the design tolerance of the part be compressed by 1/3 to 1/2 as the process tolerance, which places high demands on the machine tool capacity coefficient. To this end, in order to ensure the stable processing quality of the equipment, the automatic line manufacturer has paid more and more attention to the continuous monitoring of the production process of the automatic line by SPC, and the early prediction of the deviation of the processing quality, so as to keep the machining tolerance of the workpiece at a predetermined time. Within the scope.
The process control and monitoring of modern automatic lines not only includes process control of the increasingly complex automatic line and monitoring and diagnosis of all end switches, motor protection switches, tact time, cooling and lubricating fluid supply, and hydraulic and pneumatic functions. It also includes the management of tool durability, equipment maintenance intervals and workpiece counts, and through some intuitive process graphic display, operating instructions, fault alarms and diagnostic instructions, making it easier for operators to monitor the entire automatic line production process.
In the late 1980s, a knowledge-based fault diagnosis technique emerged in the automatic line fault diagnosis technology to diagnose all faults generated in automatic line operation (instead of being limited to diagnose the most common faults), determine the fault location and For this reason, this has won time for rapid troubleshooting, which significantly reduces the commissioning time and downtime of the automatic line.
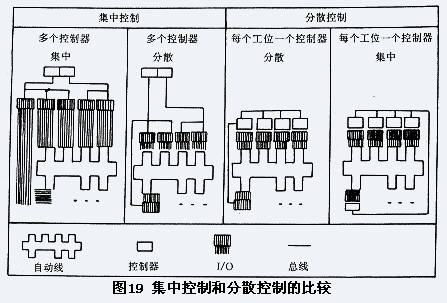
Currently, automatic line control technology has shifted from centralized control to decentralized control (Figure 19). According to research on this new control model, the use of a decentralized control system can save 5% compared to the use of a centralized control system. This is mainly due to the decentralized control system to reduce cable laying costs (using the bus system), reduce electrical maintenance and repair costs (due to increased transparency), and eliminate the need to control the counter rack (the control cabinet of the decentralized control system is directly placed in the processing station of the automatic line) Up) and no need to set up a centralized cooling device. In addition, the distributed control system is easy to speed up the operation of the automatic line due to the simple overall configuration, and because of the clear structural configuration, it is easy to determine the fault location in the event of a fault. Finally, the modularization and standardization of decentralized control systems also helps to reduce costs and increase transparency.
Cutting process monitoring (tool collision, tool wear and tool breakage monitoring) is an important part of modern automated line process monitoring. In the machining process, the main interference is from the machining of complex workpieces such as automobile engine block, cylinder head and gearbox body. Many automatic lines are often used. Thousands of tools are used, and the tool exceeds the wear limit and damage. The probability is higher. Once a tool fails, if it is not recognized and alarmed in time, it will lead to secondary failure, waste and damage to the machine tool, which will increase the number of automatic line shutdowns and downtime, resulting in a decrease in automatic line utilization. By monitoring the cutting process, the downtime of the automatic line can be significantly reduced. For example, the automatic cylinder head processing line of a German automobile factory has increased the productivity of the automatic line by 8% due to the use of the cutting process monitoring system.
| Previous page | 1 | 2 | 3 | 4 | 5 | Next page |
Dry Vacuum Pump,12V Vacuum Pump,High Vacuum Pump,Diaphragm Vacuum Pump
Dongguan Beqile Mechanical&Electrical Equipment CO.,LTD , https://www.betemvacuum.com