With the rise of modern machinery manufacturing industries such as aviation, automobile industry, petrochemicals, and electronics, aluminum alloy metal processing has become very common. Therefore, the choice of cutting fluid for aluminum alloy machining is very important and must ensure good lubricity, cooling, filtration, and rust resistance.
Compared with most steel and cast iron materials, aluminum alloys have many obvious characteristics in terms of physical properties: strength and hardness are much higher than those of pure aluminum, but they have lower strength and hardness than steel, and they have small cutting force and good thermal conductivity. . Because the aluminum alloy is soft and plastic, it is easy to stick to the knife during cutting, and the built-up edge is formed on the cutting tool. During high-speed cutting, welding may occur on the cutting edge, which causes the cutting tool to lose its cutting ability and affect the machining accuracy and surface roughness. In addition, the aluminum alloy has a large thermal expansion coefficient, and the cutting heat easily causes the workpiece to be thermally deformed, thereby reducing the machining accuracy.
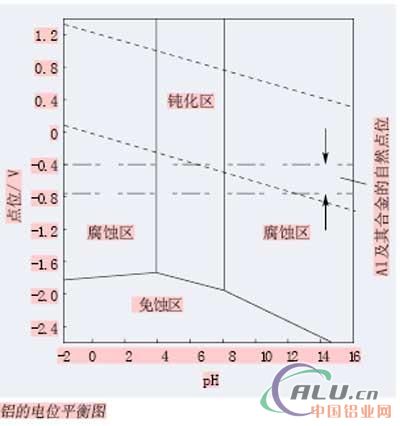
The following figure shows the potential balance diagram of aluminum. The corrosion morphology of aluminum alloys is mainly characterized by surface discoloration and pitting corrosion. The surface of aluminum changes from brown to black, and large areas of discoloration do not cause pitting corrosion. Puncture erosion is a small, deep erosion, but sometimes the pitting corrosion interconnects to form a large hole and precipitates a white powder, commonly known as white rust.
In summary, the selection of aluminum alloy machining cutting fluid is very important, must ensure good lubrication, cooling, filtration and rust resistance, therefore, for aluminum alloy machining cutting fluid is different from ordinary cutting fluid, choose A suitable cutting fluid is very necessary.
According to the different requirements of processing conditions and machining accuracy, different cutting fluids should be selected. Due to high-speed machining, a large amount of heat can be generated, such as high-speed cutting, drilling, etc. If the generated heat cannot be taken away by the cutting fluid in time, a sticking knife phenomenon will occur, or even a built-up edge, which will seriously affect the workpiece. Processing roughness and tool life, while the heat will also cause the workpiece to deform, seriously affecting the accuracy of the workpiece. Therefore, the choice of cutting fluid must consider its own lubrication, but also consider its cooling performance.
For finishing, select emulsive anti-friction cutting fluid or low-viscosity cutting oil, such as DuPont's emulsified cutting fluid, soluble AP9001, and cutting oil cut4201. For semi-finishing and roughing, select cutting fluids with good cooling performance, such as emulsified anti-friction cutting fluid or semi-synthetic anti-friction cutting fluid, such as Dussol's emulsified cutting fluid soluble AP9005 and semi-synthetic cutting fluid SEMIGL8003. .
For grinding, grinding debris is very fine, and a lot of heat is generated during the grinding process. Therefore, when selecting the cutting fluid, it is necessary to consider both lubrication and cooling performance, and also to consider the filterability of the cutting fluid. If the viscosity of the selected cutting fluid is too large and the chips cannot be deposited or filtered out in time, the cutting surface will be scratched as the cutting fluid is circulated to the processing area, thereby affecting the finish of the machined surface. Therefore, for low-viscosity or ultra-fine grinding, choose low-friction anti-friction grinding oil or semi-synthetic anti-friction cutting fluid, such as Dussol's grinding oil grindingoil03 and semi-synthetic cutting fluid SEMIGL8006. For semi-finishing or rough grinding, low concentration semi-synthetic cutting fluid or synthetic cutting fluid can be selected, such as Dusuo's semi-synthetic cutting fluid SEMIGL8006 and synthetic cutting fluid SYNTHETIC GF7004.
In terms of the choice of cutting fluid, in addition to considering the properties of the cutting fluid such as lubricity and cooling properties, it is also necessary to consider the properties of the cutting fluid such as rust resistance, cost, and ease of maintenance. Cutting oil is easy to use the base oil with relatively low viscosity to add anti-friction additives, which can not only achieve lubrication and friction reduction, but also have good cooling and easy filtration. However, the cutting oil has the problems of low flash point, heavy smoke during high-speed cutting, high risk factor, rapid volatility, and relatively high user cost. Therefore, as far as conditions permit, water-soluble cutting fluid is used as much as possible.
For aqueous cutting fluids, it is more important to consider its rust resistance. The commonly used waterborne aluminum rust inhibitors are silicates and phosphate esters. For workpieces with long storage time between processes, it is easy to use cutting fluids with phosphate type rust inhibitors during processing because silicon and aluminum are long. Corrosion in time can cause black silicon spots. The pH of the cutting fluid is maintained at 8 to 10, and if the rust resistance is not good, aluminum can be easily corroded under this alkaline condition. Therefore, the water-soluble cutting fluid must have good aluminum anti-rust properties.
The use and maintenance of aluminum alloy machining cutting fluid The preparation and use of aluminum alloy machining cutting fluid is basically the same as ordinary cutting fluid, but it is more stringent in the choice of dilution water. Because many ions in the water will have a corrosive effect on aluminum, if these ion content is too much, it will reduce the anti-rust performance of the cutting fluid, especially in the process of anti-rust, such as chloride ions, sulfate ions and heavy metal ions. In addition, some of the ions will react with the aluminum rust inhibitor in the cutting fluid to reduce the rust resistance and stability of the cutting fluid, such as calcium and magnesium ions. Therefore, try to select the dilution water with less hardness, or the diluted water after ion exchange softening to ensure the use effect and service life of the cutting fluid.
In addition to the daily maintenance of ordinary cutting fluids, the maintenance of cutting fluids for aluminum alloy machining requires attention to the following points. 1 Filtration: Because the aluminum alloy is easy to react and produce aluminum soap under alkaline conditions, which will destroy the stability of the cutting fluid, it is necessary to filter out the aluminum chips cut off immediately to avoid the reaction between the aluminum chips and the cutting fluid and affect the cutting. Liquid use effect and service life. In the grinding process, the scraped aluminum scraps are small and light, and it is difficult to settle. If not filtered or filtered, the aluminum scraps will be brought to the processing area along with the cutting fluid circulating system to scratch the workpiece surface. , affect the gloss of the machined surface. 2pH value: Because aluminum is very sensitive to the pH value of the cutting fluid, it is necessary to regularly check the pH value of the aluminum alloy cutting fluid. If any abnormality is found, it should be adjusted in time. The use of pH control in the 8 to 9, in order to avoid excessive high pH value of the corrosion of the workpiece or the pH value is too low to make bacteria multiply and affect the stability and performance of the cutting fluid. 3 regularly add new liquid: not only to ensure good lubrication of the cutting fluid, but also to ensure the good anti-rust and anti-corrosion performance of cutting fluid to extend the service life of cutting fluid.
Conclusion The choice of cutting fluid for aluminum alloy machining is very important. It is necessary to ensure good lubricity and rust resistance of the cutting fluid, as well as good stability, filterability and easy maintenance. Only in this way can the machining meet the requirements. Products, to reduce the use of cutting fluid to a greater extent.
Compared with most steel and cast iron materials, aluminum alloys have many obvious characteristics in terms of physical properties: strength and hardness are much higher than those of pure aluminum, but they have lower strength and hardness than steel, and they have small cutting force and good thermal conductivity. . Because the aluminum alloy is soft and plastic, it is easy to stick to the knife during cutting, and the built-up edge is formed on the cutting tool. During high-speed cutting, welding may occur on the cutting edge, which causes the cutting tool to lose its cutting ability and affect the machining accuracy and surface roughness. In addition, the aluminum alloy has a large thermal expansion coefficient, and the cutting heat easily causes the workpiece to be thermally deformed, thereby reducing the machining accuracy.
The following figure shows the potential balance diagram of aluminum. The corrosion morphology of aluminum alloys is mainly characterized by surface discoloration and pitting corrosion. The surface of aluminum changes from brown to black, and large areas of discoloration do not cause pitting corrosion. Puncture erosion is a small, deep erosion, but sometimes the pitting corrosion interconnects to form a large hole and precipitates a white powder, commonly known as white rust.
In summary, the selection of aluminum alloy machining cutting fluid is very important, must ensure good lubrication, cooling, filtration and rust resistance, therefore, for aluminum alloy machining cutting fluid is different from ordinary cutting fluid, choose A suitable cutting fluid is very necessary.
According to the different requirements of processing conditions and machining accuracy, different cutting fluids should be selected. Due to high-speed machining, a large amount of heat can be generated, such as high-speed cutting, drilling, etc. If the generated heat cannot be taken away by the cutting fluid in time, a sticking knife phenomenon will occur, or even a built-up edge, which will seriously affect the workpiece. Processing roughness and tool life, while the heat will also cause the workpiece to deform, seriously affecting the accuracy of the workpiece. Therefore, the choice of cutting fluid must consider its own lubrication, but also consider its cooling performance.
For finishing, select emulsive anti-friction cutting fluid or low-viscosity cutting oil, such as DuPont's emulsified cutting fluid, soluble AP9001, and cutting oil cut4201. For semi-finishing and roughing, select cutting fluids with good cooling performance, such as emulsified anti-friction cutting fluid or semi-synthetic anti-friction cutting fluid, such as Dussol's emulsified cutting fluid soluble AP9005 and semi-synthetic cutting fluid SEMIGL8003. .
For grinding, grinding debris is very fine, and a lot of heat is generated during the grinding process. Therefore, when selecting the cutting fluid, it is necessary to consider both lubrication and cooling performance, and also to consider the filterability of the cutting fluid. If the viscosity of the selected cutting fluid is too large and the chips cannot be deposited or filtered out in time, the cutting surface will be scratched as the cutting fluid is circulated to the processing area, thereby affecting the finish of the machined surface. Therefore, for low-viscosity or ultra-fine grinding, choose low-friction anti-friction grinding oil or semi-synthetic anti-friction cutting fluid, such as Dussol's grinding oil grindingoil03 and semi-synthetic cutting fluid SEMIGL8006. For semi-finishing or rough grinding, low concentration semi-synthetic cutting fluid or synthetic cutting fluid can be selected, such as Dusuo's semi-synthetic cutting fluid SEMIGL8006 and synthetic cutting fluid SYNTHETIC GF7004.
In terms of the choice of cutting fluid, in addition to considering the properties of the cutting fluid such as lubricity and cooling properties, it is also necessary to consider the properties of the cutting fluid such as rust resistance, cost, and ease of maintenance. Cutting oil is easy to use the base oil with relatively low viscosity to add anti-friction additives, which can not only achieve lubrication and friction reduction, but also have good cooling and easy filtration. However, the cutting oil has the problems of low flash point, heavy smoke during high-speed cutting, high risk factor, rapid volatility, and relatively high user cost. Therefore, as far as conditions permit, water-soluble cutting fluid is used as much as possible.
For aqueous cutting fluids, it is more important to consider its rust resistance. The commonly used waterborne aluminum rust inhibitors are silicates and phosphate esters. For workpieces with long storage time between processes, it is easy to use cutting fluids with phosphate type rust inhibitors during processing because silicon and aluminum are long. Corrosion in time can cause black silicon spots. The pH of the cutting fluid is maintained at 8 to 10, and if the rust resistance is not good, aluminum can be easily corroded under this alkaline condition. Therefore, the water-soluble cutting fluid must have good aluminum anti-rust properties.
The use and maintenance of aluminum alloy machining cutting fluid The preparation and use of aluminum alloy machining cutting fluid is basically the same as ordinary cutting fluid, but it is more stringent in the choice of dilution water. Because many ions in the water will have a corrosive effect on aluminum, if these ion content is too much, it will reduce the anti-rust performance of the cutting fluid, especially in the process of anti-rust, such as chloride ions, sulfate ions and heavy metal ions. In addition, some of the ions will react with the aluminum rust inhibitor in the cutting fluid to reduce the rust resistance and stability of the cutting fluid, such as calcium and magnesium ions. Therefore, try to select the dilution water with less hardness, or the diluted water after ion exchange softening to ensure the use effect and service life of the cutting fluid.
In addition to the daily maintenance of ordinary cutting fluids, the maintenance of cutting fluids for aluminum alloy machining requires attention to the following points. 1 Filtration: Because the aluminum alloy is easy to react and produce aluminum soap under alkaline conditions, which will destroy the stability of the cutting fluid, it is necessary to filter out the aluminum chips cut off immediately to avoid the reaction between the aluminum chips and the cutting fluid and affect the cutting. Liquid use effect and service life. In the grinding process, the scraped aluminum scraps are small and light, and it is difficult to settle. If not filtered or filtered, the aluminum scraps will be brought to the processing area along with the cutting fluid circulating system to scratch the workpiece surface. , affect the gloss of the machined surface. 2pH value: Because aluminum is very sensitive to the pH value of the cutting fluid, it is necessary to regularly check the pH value of the aluminum alloy cutting fluid. If any abnormality is found, it should be adjusted in time. The use of pH control in the 8 to 9, in order to avoid excessive high pH value of the corrosion of the workpiece or the pH value is too low to make bacteria multiply and affect the stability and performance of the cutting fluid. 3 regularly add new liquid: not only to ensure good lubrication of the cutting fluid, but also to ensure the good anti-rust and anti-corrosion performance of cutting fluid to extend the service life of cutting fluid.
Conclusion The choice of cutting fluid for aluminum alloy machining is very important. It is necessary to ensure good lubricity and rust resistance of the cutting fluid, as well as good stability, filterability and easy maintenance. Only in this way can the machining meet the requirements. Products, to reduce the use of cutting fluid to a greater extent.
Digital Tape Measure,Electronic Tape Measure,Laser Tape Measure,3 In 1 Digital Tape Measure
Yucheng Weisite Measuring Tools Co., Ltd , https://www.wsttools.com