2. Human-computer interaction programming
Select the automatic mode → accept program → interactive mode menu, according to the technical requirements and process requirements of the machined parts, use G code and M code to write the machining program.
Man-machine interactive mode programming refers to inputting a program segment, and after the system is edited and verified, the simulation is cut. If the program editing error is found, the system stops executing the program and prompts the error message. After the program error is corrected, the human-computer interaction mode is continued. Until the completion of the processing program.
The following is the processing procedure for processing the parts of this question:
G54 X289.029 Y134.305 Z89
N10 S1000 M03
N20 M08
N30 T0101
N40 G00 X100 Y100 Z2
N50 G00 X45 Y0 Z2
N60 G01 Z-6 F200
N70 G03 X-045.00 Y+0.00 R45
N80 G03 X-35.33 Y-9.99 R10
N90 G02 X-25.56 Y-15.7 R12
N100 G03 X15 Y-25.98 R30
N110 G01 X37.5 Y-12.9
N120 G03 X45 Y0 R15
N130 G01 Z2
N140 G00 X100 Y100
N150 M05 M09 M30
Figure 6 is a part drawing of the milling process.
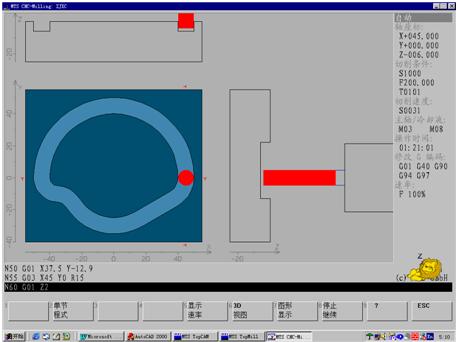
Figure 6 Milling parts drawing
Previous page
Stud Bolts,Double Threaded Bolt,Stud Anchor Bolt ,Extended Wheel Bolts
Kunshan Zhonggu Precision Hardware Co., Ltd. , https://www.zgfastener.com