In the aerospace industry, the continued pursuit of lightweight aircraft and better fuel-efficient jet engines has revolutionized new materials such as nickel-based alloys, titanium alloys, composite high-strength aluminum alloys, and composite materials. Light and sturdy aircraft materials are not easy to machine, but they are an ideal material for the aerospace industry due to their inherent properties. Cutting tool manufacturers need to continue to develop advanced tools for this field to achieve high productivity.
Astronomical cutting tools
Iskar's technology platform is the same for every country and region. The technologies and products launched internationally are also being promoted to China.
(1) For the processing of various requirements, Iskar has developed a powerful tool holder, high-speed dynamic balance tool holder and heat shrinking tool holder to ensure the balance accuracy reaches G2 at a high speed of 30 000r/min. A very high balance of 5 standards. The high-precision, high-reliability tool holder ensures the smoothness of the tool during high-speed cutting.
(2) In view of the current high rigidity of the machine tool in the milling process and the increasing requirements of the customer on the metal removal rate, Iskar has developed the high-speed and large-feeding tools FEEDMILL and UPFEED series, the metal removal rate of the tool can generally reach 3 to 5 times the size of ordinary tools. We can also select the appropriate tool type according to the structural characteristics of the customer's parts and the material status, to meet the various requirements of different customers for efficient cutting of the tool.
In terms of solid carbide milling cutters, Iskar has introduced three very innovative milling cutters for the current customer processing efficiency and final surface condition, namely the wave edge milling cutter, the CHATTER FREE milling cutter and the FINISHRED fine. Machined wave edge cutters. The wave-edge milling cutter is suitable for high-efficiency cutting of roughing and semi-finishing, and can fully reduce vibration during high-speed cutting. CHATTERFREE milling cutters are designed to meet high-efficiency finishing requirements, reduce vibration during efficient cutting, and ensure high-precision surface quality. The finished wave end mill can also guarantee the finished surface quality of the general requirements in the case of rough cutting parameters. Currently, Iskar has extended the above technology to the MULTI-MASTER series to meet the various requirements of customers.
(3) For the customer's high requirements on tool processing efficiency, and paying special attention to the problem of tool cost control, Iskar developed the S845 and S865 series milling cutters. This milling cutter has a blade with 8 cutting edges, 16MILL blades with 16 cutting edges. The tool has been extensively tested by users, with high processing efficiency and low tool cost. It is suitable for the processing of steel, alloy steel, stainless steel, high temperature alloy and titanium alloy. In addition, it is necessary to specify that this tool has newly added a wiper blade to ensure excellent surface roughness. The surface roughness of the machine can reach R a=0.8~0.4μm or even lower.
(4) Isca has maintained its strong advantages in the aerospace industry in terms of turning and grooving. A wide range of standard slot cutters, a wide range of blades, and a wealth of experience in the design of non-standard groove cutters provide a strong technical guarantee for the design of a complete tooling solution for complex parts of aerospace engines, making Iskar It is handy when it comes to the overall solution for aero engine parts. We have made countless success stories and made great contributions to the special profile processing of complex parts. Many of the solutions we have done are classic, solving many of the problems of machining parts of our customers, and indirectly promoting the technical improvement and improvement of our customers. Customers are very satisfied with the results of our tool solutions. In addition, for the characteristics of materials for turning and grooving in the aerospace industry, Iskar has been working tirelessly on new tool forms, materials and coatings, and has launched a number of new tools. Materials and coatings, and in the turning and grooving of difficult-to-cut materials such as high-temperature alloys and titanium alloys, have always maintained a leading position in the industry.
(5) For large-volume roughing turning, Iskar developed a LNMX spiral blade with deep cutting depth. The blade is designed with a double-sided four-blade edge that meets the requirements of large depth of cut and high feed machining compared to conventional inserts. The rake face height of the blade is consistent with the arbor to ensure smooth chip removal during processing; the spiral blade and positive rake angle design ensure smooth cutting, high cutting force and low machine load during large depth and high feed. High life and high stability.
Iskar tool products are reliable in quality, wide in variety and widely distributed, and can meet the cutting needs of various parts in the machinery industry. Especially in the implementation of major projects, it can better reflect the advantages of Iskar. Iskar China's branch offices are located in major industrial cities across the country, providing users with timely and rapid technical support.
Different types of aerospace parts processing solutions
In the aerospace industry, parts have special shapes, complex profiles, and generally poor rigidity, making materials very difficult to machine. Three materials are commonly used: 1 nickel-based alloys. The most typical products using this material are turbine blades, propeller blades and casing parts in the hot zone near the aircraft's power system. 2 Titanium alloy, titanium is the main material for the aircraft and other hydraulic components when the aircraft is taxiing on the ground. 3 composite materials, usually used with titanium metal for the manufacture of structural parts, such as the vertical tail of an aircraft, support rods and speed reducers.
The key to effectively cutting the above three materials lies in the tool. Processing these materials requires a reasonable geometric angle of the knives to meet the resistance requirements during cutting, reduce part deformation, and maintain a long service life during high-speed cutting.
(1) Machining of frame parts 1 The type of metal removal is large and the wall is thin. It is recommended to use a small cutting depth and large feed milling cutter for layered milling. Iskar recommends the use of UFO milling cutters for machining, such as the FFWO single-sided triangular UFO blade series and the H600 double-sided UFO milling cutter series, which excel in the processing of titanium alloy parts. 2 The metal removal margin is large, the type of wall thickness, and the rough milling of the frame shape can also be used T490 corn milling cutter. The cutting depth is large, the efficiency is high, and the tool life is long.
(2) Processing of engine discs Engine discs such as a rear axle, a rotor disc, a fairing, etc., involve a large amount of groove machining. Based on its many years of experience in slotting, Isa offers reliable standard slotted and non-standard grooved knives for all types of groove processing. And because of its excellent solution and reliable application, it enjoys a high reputation in the aviation industry. The world's leading aerospace manufacturers have adopted Iskar's CUT-GRIP Overlord's knife for grooving and cutting.
(3) Processing of composite materials This carbon fiber reinforced plastic material is usually used together with titanium metal for the manufacture of structural parts such as the vertical tail of an aircraft, support rods and speed reducers. Its heterogeneity, anisotropy, and its robustness by the abrasive components make machining very difficult and the tool wear is severe. The PCD LINE series of drill bits and milling cutters have a wide coverage and are proven composite machining tools. There are drills suitable for processing thicker materials with aluminum alloy as the bottom layer, drills suitable for processing thinner materials with carbon fiber reinforced plastic as the bottom layer, and a series of combined knives, such as countersunk screw hole combination drills, drill reamer, Slot milling cutters and combination drilling and milling cutters.
Optimized processing
Regarding the plan and optimization of the aerospace parts processing technology, the following suggestions are made.
(1) In rough milling of superalloys, when full-groove milling is performed, the contact length is half of the circumference of the milling cutter. The larger the diameter of the milling cutter, the greater the contact length of each milling insert involved in the cutting, and the wear of the milling insert is more serious. After selecting a milling cutter with a diameter smaller than the required full groove width, it is recommended to use a cycloidal milling method. While reducing the heat of cutting, it also guarantees a longer life of the milling insert.
(2) Try to use a milling cutter with an internal cooling through hole. Iskar's bundle of magic milling cutters, each blade is designed with an internal cooling through hole in the direct injection cutting area. Conducive to the improvement of the surface quality and tool life of the machined surface.
(3) When using a corn milling cutter for square shoulder milling, it is recommended to use a large depth of cut and a small cut width to reduce the heat of cutting.
(4) In the finishing milling of aerospace industrial workpieces, the length to diameter ratio of the solid carbide end mill is often large, and the workpiece clamping condition is not good, and chattering occurs during processing, which affects the processing quality. Isca introduces the CHATTERFREE anti-vibration and noise-reducing end mills in time, which can reduce the vibration distance and reduce the cutting force by 20%~30%. In order to improve the anti-vibration effect of CHTTERFREE anti-vibration and noise-reducing end mills, Isca has introduced an upgraded version, in addition to maintaining the characteristics of unequal pitch, and adding unequal helix angles. Iskar China has promoted such milling cutters to large aerospace industry companies.
Typical case analysis
(1) For the first time, a domestic customer is facing the processing of Ti40 flame retardant titanium alloy machine parts. The material has a high content of vanadium. The typical characteristic is that the modulus of elasticity is very large, the processing is very difficult, and the process is face milling.
The tools provided by Iskar (see Figure 1) and the actual cutting parameters are as follows: face milling cutter: FTP D040-4-16-R-LN10; milling insert: FTPLNHT 1006 ETR IC830; cutting speed vc = 20m / min; The tooth feed amount fz=0.35 mm/z; the cutting depth ap=1 mm.
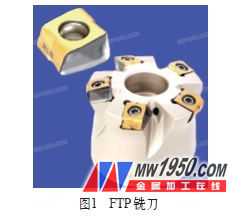
The wear of the insert is in the form of flank wear. The machining time per cutting edge is approximately 40 min (4 cutting edges per insert) and 3 passes can be completed. The customer's test with other tool companies' cutters is basically the same line speed. The feed per tooth is fz=0.1~0.12mm/z, ap=1mm, and only two passes can be completed after each cutting edge. Each blade has two cutting edges) and the machining time is close to the Iskar FTP blade. The actual effect is that the processing efficiency of the Iskar tool is three times that of the competitor, the tool life is 1.5 times that of the competitor, the actual cutting effect is obviously better than the competitor, and the economy is also higher.
(2) A foreign trade subcontracting part processed by the customer, the material is AMS 5612 austenitic stainless steel, face milling, the dimensional accuracy requirements are strict, and the surface roughness value after milling is required to reach R a=0.8μm. At that time, a tool (internationally renowned brand, spiral edge milling cutter, two cutting edges per blade) required two passes to complete the total depth of ap=0.5mm, and the cutting speed was vc=80m/min. The feed amount per tooth is fz=0.03 to 0.05 mm/z. The processing quality is also unstable, and the surface roughness is good and bad, which has a great influence on the parts delivery. According to the customer's actual situation, Iska recommended the S845 milling cutter, as shown in Figure 2.

Face milling cutter: SOF45 8/16-D080-07-27R; milling insert: S845 SNMU 1305ANR-MM IC808; polishing blade: S845SNHU 1305AN-NW IC808. The cutting parameters are as follows: cutting speed vc = 80 m / min; feed per tooth fz = 0.2 mm / z; depth of cut ap = 0.5 mm.
Due to the addition of one edging blade, the machining quality is greatly improved, and the machining allowance of 0.5 mm is completed with only one pass, the machining efficiency is improved by 4 to 5 times, and the surface roughness value is up to R a = 0.3 ~ 0.4μm, higher than the customer's requirements, leaving a certain safety margin. At present, the tool is used in the customer's field and the test results are consistent, and the processing quality is very stable. At the same time, because this tool has 8 cutting edges per blade, the cost of the customer's tool is also greatly reduced. Bottlenecks affecting customer part delivery have been satisfactorily resolved. The customer is very satisfied with the effect of the tool.
Conclusion
As a local Israeli company, Iskar grew up in the aviation industry and military industry. The advantages in the aviation industry have made major aviation manufacturers our loyal customers. In addition to the classic products, Iskar's technical team at the headquarters of Israel Tefin is still closely following the development of the aviation manufacturing industry, and is constantly conducting targeted research and development, and is always ready to provide customers with more competitive products.
At the same time, Iskar China's aviation industry team is also committed to serving local customers more quickly and bringing the company's latest products to Chinese customers in a timely manner.
Ground Screw For Road And Traffic Sign
Using Honde Ground Screws/Ground Spike Anchor ensures minimal disruption of pedestrian or car traffic because there is no excavating or concreting. They are quick to install and suitable for all types of soil, even on hillsides.
1.Directional signs and traffic signs
2.Bus shelters
3.Parking meters
4.Street lights
5.Bollards and barriers
6.Guard rails
Ground Screw Foundations,Post Ground Screw,Krinner Ground Screw
Hebei Honde Plastic & Metal Co., Ltd. , https://www.foundation-system.com