CMT Technology Makes Impossibility Possible
Overview Many materials cannot withstand the constant heat input during the welding process. To avoid droplet penetration, to achieve a splash-free droplet transfer and a good metallurgical connection. It is necessary to reduce the heat input. The CMT technology realizes this possibility. The concept of "cold" must be understood in the welding process using CMT technology. Compared with the traditional MIG/MAG welding process, the arc temperature and the droplet temperature are indeed “coldâ€. It is characterized by alternating hot and cold cycles. Foris Co., Ltd. achieved the alternation of “cold†and “hot†during the welding process by coordinating wire feed monitoring and process control. In order to achieve the welding robot in the MIG / MAG welding without splash welding and brazing 0.3mm ultra-thin plate.
The welding system using CMT technology is suitable for any thin plate, ultra-thin plate and MIG brazing galvanized sheet.
Carbon steel and aluminum plate connection.

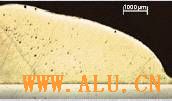
CMT brazing 0.1mm galvanized sheet metal filled CuSi3.

Angle welding connection 1.0mm AlMg3 plate welding speed 2.0m/min

No back gas protection 0.8mmAlMg3
Board docking
Aluminum plate and carbon steel connection using CMT technology. Near the side of the aluminum plate is an ordinary welded joint near the side of the carbon steel for brazing
Welding connection
Great progress in welding technology
A different new technology
CMT opens up entirely new areas in welding technology. After five years of arduous research, the technology has finally matured and is widely used.
Wire feeding monitoring and process control
The CMT technology was linked directly to the wire feeding and welding process controls. When the digital process control detects a short-circuit signal, it feeds back to the wire feeder and the wire feeder responds by retrieving the wire, thereby allowing the wire to separate from the droplet. Under full digital control, this transition is completely different from the traditional way of droplet transfer.
Low heat input
The CMT technology realizes droplet transfer in the no-current state. When the short-circuit current is generated, the welding wire stops advancing and
Automatically withdraw. In this way, the process of inputting heat by the arc itself is very short, short circuit occurs, the arc extinguishes, and the heat input decreases rapidly. The entire welding process is cycled between alternating hot and cold.
No spatter transition In the short circuit state, the retraction movement of the wire helps the wire to separate from the droplet. Through the control of the short circuit, it is ensured that the short circuit current is very small, so that the droplets do not have splashes. This is the CMT technology: no splash cold drop transitions.
Sputterless welding, brazed joints, carbon steel and aluminum connections, welding of 0.3mm ultrathin plates and welding of butt joints without gas protection on the backside can be easily achieved with CMT technology. The traditional welding technology will consume a lot of energy to realize these applications.

The arc ignites, the molten droplet drops into the molten pool, the arc pool extinguishes and the current decreases
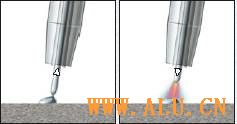
The current is short-circuited and the direction of movement of the welding wire is changed.
Pumping, drop off, short circuit repetition of the transfer of current to maintain a very small pass

Wire buffer provides a buffer space for the wire between the two wire feeding systems to ensure smooth wire feeding

New traction system ensures constant pressure
The entire system supports CMT technology Before implementing the CMT technology, it must first develop the supporting system equipment. For example, the technical level of wire feeders must meet the requirements of CMT technology. There are two separate wire feeding systems throughout the system. The first is a CMT torch with a drawing mechanism, which feeds the wire forward and backward at a frequency of 70 times per second. The latter is the CMT VR7000 wire feeding system, which extracts the welding wire from the wire spool. Both wire feed systems are digitally controlled. The CMT Robacta wire feeder system has no gears, and it utilizes a highly efficient motor that alternately rotates before and after the wire feeds. The device ensures accurate wire feeding and constant contact pressure. A new feature of the system is that the torch cable can be separated from the torch motor so that it can be quickly replaced without having to reset the TCP. (Tool Centre point)
At the same time, the entire system is equipped with a wire buffer, which is located between the two wire feeders, providing a buffer space between the two wire feeding systems for the wire, weakening the impact of the two wire feeding systems on the welding wire. In this way, you can easily monitor whether the wire advances smoothly. The bumper is lightweight and practical and can be hung on a balancer or mounted on the third axis of the robot arm. The cushion inside the buffer can be replaced without any tools, just open the cover and replace it with a new one.
Features
CMT sets new standards in welding
- The digital process control is unified with the wire feed control to help separate the wire from the droplet.
- Nearly no current droplet transfer, reducing heat input.
- Control short-circuit currents to ensure no splash transitions.
- Splash-free MIG/MAG robot welding, brazing of 0.3mm ultra-thin plates, connection of carbon steel to aluminum.
- All the features of the Fornis digital welding machine.
Field of application
material
CMT technology has a wide range of applications. It can be applied with almost all known materials.
Applications Microelectronics Locomotive Manufacturing Industry Aerospace
Bridges and Steel Structures
system
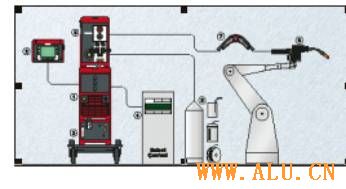
The structure of the CMT system As mentioned earlier, CMT is a new technology. For this reason, the system has its own unique features when compared with other digital systems. For example: To implement CMT technology, all devices are unified and work in harmony with each other.
1. TPS3200/4000/5000CMT power supply full digital microcomputer processor control and full digital GMA inverter power supply
2. RCU5000i remote control full-text display remote control, Q-control function welding parameter monitoring, guidance guide mode, a systematic menu structure, manual management functions.
3. The FK4000R cooling system is rugged and reliable, ensuring better cooling of the robot torch.
4. The robot control box is suitable for all types of robots, regardless of whether the robot transmits data via digital signals, analog signals or field-bus methods.
5. VR7000CMT Wire Feeder Digitally controlled wire feeder for all common wire feeders.
6. CMT Robacta Torch Lightweight robotic welding gun with full digital control. No gearing, equipped with a highly efficient bi-directional dynamic drive motor for accurate wire feed and constant contact pressure.
7. The wire damper dampens the impact of the two wire feeding systems on the welding wire, providing a buffer space between the two wire feeding systems for the wire. The device can be hung on a balancer or fixed on the third section of the robot arm.
Functions open up new technologies
CMT technology is applied to those special areas? CMT technology applies to those metal materials? The CMT technology has a wide range of applications and can be applied to any thin plate or even an ultra-thin plate of 0.3 mm. It can realize MIG brazing of galvanized sheet and connection of carbon steel and aluminum. Prior to the advent of CMT technology, welding in these areas required extremely harsh conditions or the integration of various welding processes. Hardly any welding process can accomplish these welds independently. However, after the emergence of CMT technology, these impossible tasks have now become a reality.
CMT technology has opened up a new era in the field of welding. This technology has been successfully applied to the automotive industry, aerospace and construction, steel structures and other fields. Of course it also applies to all common base metals and filler metals.
Efficient maintenance and safety As a complete "cold" technology, CMT also has many other advantages: no splashes and arcing, reducing post-weld cleaning. It is possible to perform butt welding of thin plates without backside gas protection of the workpiece. The good bridging ability makes the welding process easy to operate, especially suitable for automatic welding.
The CMT welder combines a variety of welding processes, and at the same time it achieves: pulse welding, non-pulse welding, and CMT welding. Other features include: no loss of protective gas, automatic shut-off and opening of the water-cooled system, low no-load losses, high efficiency, modular design, computer upgrades, etc. All of the above features make the digital MIG/MAG welder a very good overall performance.
High safety
The working safety of the Fornis welder is quite high. These welders all have S mark, CE mark, IP23 protection level, leakage monitoring, temperature control device. In addition, due to the application of the CMT technology system, the welding process is free from splashes and smoke, so the damage to the environment and people is very small.
Dry Battery Work Light,Emergency Outdoor Work Light Lamp ,Multi-Function Work Light,Worklight With Magnet In Camping
NINGBO ZHENGUO INTELLINGENT LIGHTING CO.,LTD , https://www.nbzguolight.com