At present, most CNC lathes in the society face some processing with short processing time and long loading and unloading time. The auxiliary time is too long and the production efficiency is low. In order to adapt to the production of multiple varieties and small batches, it is very important to improve production efficiency under the conditions of ensuring safety and precision. The following is the research and analysis of how to realize the automatic feeding processing when machining small-diameter parts on CNC lathes, and make special fixtures to improve the production efficiency in some procedures.
Design idea
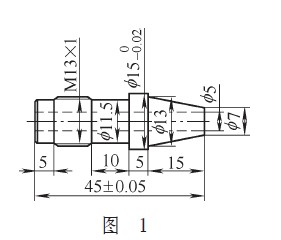
The processing lathe adopts the HTC2050 CNC lathe of Shenyang Machine Tool Factory. The parts belong to the small shaft parts produced in batches, as shown in Figure 1. The dimensional accuracy of the workpiece is not high, and the maximum size is 15mm. If the general process is adopted, the processing of the part is: clamping, ensuring the proper extension length → processing → cutting → stopping → releasing the chuck, pulling out the bar To the appropriate extension length → clamping → re-processing... so repeat. This method requires the operator to repeatedly stop the machine and the material, and the production efficiency is low and the labor intensity is high compared with the automatic lathe processing method commonly used in professional factories.
The larger the part size, the more prominent the problem. If the workpiece can be automatically positioned and clamped after cutting, to achieve full-automatic machining, it will be more beneficial to improve the machining efficiency of the workpiece.
After continuous thinking, combined with the author's experience in actual production, a set of auxiliary fixtures for CNC lathes was processed. The function is to position the parts by using a magnet or a claw method to realize automatic feeding, which greatly reduces the number of manual loading and unloading of the workpiece, and improves the production efficiency.
2. Method of operation
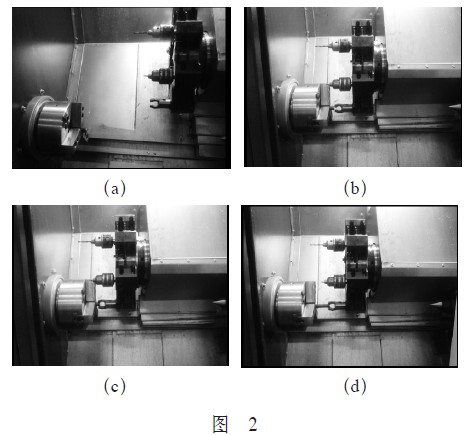
As shown in Fig. 2, after the machining is completed, the workpiece is sucked by the magnet, the chuck is automatically released, the position is fixed, and the magnet is magnetically used to drag the workpiece to the corresponding position, and finally automatically clamped. This process is only about 5s. This series of actions are all realized by the program. The automatic feeding function of the CNC lathe processing is realized in one go, and the manual assisting process is omitted, and the continuous processing of the product is realized. If the workpiece is manually clamped, it takes up to 90 seconds, and the positioning accuracy is not high.
3. Working principle
According to the diameter of the workpiece, it is generally for the workpiece of 10~30mm diameter, and the tension of the clamp jaw is adjusted in advance. The working principle is shown in Figure 3. The position of the countersunk screw 3 is adjusted, and the guide post 2 is pushed forward. The guide post has a force on the claw 1 at this time, under the action of the spring 6, the claw can be opened or closed, and the screw has a self-locking function, which can ensure the tension of the claw, and the operator can Make appropriate adjustments based on the actual diameter of the workpiece. The workpiece machining process is carried out in a fully automatic manner. After the first piece is completed, the workpiece is quickly positioned, then slowly clamped, clamped by the tension of the spring, the chuck is loosened, and the clamp clamps the blank to move quickly. Position the desired position, clamp the chuck, and machine again. The machining process is shown in Figure 4. Figure 4a and Figure 4b show the positioning and clamping. Figure 4c shows the drilling process, Figure 4d shows the outer circle machining, Figure 4e shows the groove machining, Figure 4f shows the thread machining, and finally the cutting. Cycle processing.
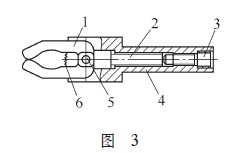
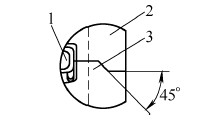
Figure 4
According to actual calculations, the operator is required to keep the workpiece clamping every 5 minutes by using the usual method. Only about 12 pieces per hour can be produced. The new method allows operators to easily produce about 18 pieces per hour.
4. Conclusion
(1) With this method, time can be greatly saved, and the processing efficiency of the workpiece can be improved, and automatic feeding can be realized.
(2) This method is simple to use, and the accuracy of automatic feeding is 0.05mm, which can save workpiece materials, and is a low-cost, large-harvest process.
(3) Reduce the labor intensity of workers and make the processing more human.
(4) The fixture has a simple structure, low manufacturing cost, and high promotion effect.
Cutting consumables
Selecting the right cutting wheel will help to ensure fast cutting, no structural changes to the cutting wheel or sample due to overheating or deformation, and improve cutting wheel wear, thereby helping to reduce costs. All of our cutting wheels, blades, additives and other cutting consumables have been developed specifically for metallographic cutting, including state-of-the-art abrasive wet cutting technology and precision cutting.
No structural change
Does not overheat
There is no deformation
There are various cutting wheels to choose from, suitable for all types of material preparation.



Cutting Consumables,Metallography Consumables,Laser Cutting Consumables,Wire Edm Consumables
TROJAN (Suzhou) Technology Co., Ltd. , https://www.trojanmaterial.com